The design simplicity of core drilling tools means that, apart from normal wear patterns, there is little to go wrong, provided the correct bit is chosen for the material to be cut.
Please note the following most common faults and their most obvious causes. If these first measures do not correct the fault, please stop drilling and call the professional diamond core drill bit suppliers. For advice on +86-595-2288-5227 or e-mail sales@diamond-blade.org
A. The Core Drill Fails to Cut
Possible Causes
1. Machine is unstable or insecurely fixed.
2. Motor is of insufficient power.
3. The Core Drill is not of the right diamond specification for the material to be cut.
4. Diamond segments have become ‘glazed’.
5. Excessive coolant, causing the drill to slide or aquaplane.
6. Insufficient downward weight or pressure on the drill.
7. Excessive drilling speed.
8. Excessive play in the spindle or carriage guides.
Corrective Measures
1. Ensure machine is firmly anchored and stable.
2. Ensure motor of correct power is fitted.
3. Fit Core Drill of correct diamond specification.
4. Run the drill briefly on abrasive material to open-up the diamond surface.
5. Adjust coolant flow and ensure even distribution.
6. Increase downward pressure and apply this evenly.
7. Reduce drilling speed.
8. Ensure a snug fit between spindle and drill. Tighten carriage guides.
B. The Core Drill Jams in the Hole
Possible Causes
1. The material to be cut is too hard for the Core Drill or has hard patches which exceed the diamond specification.
2. Rubble or debris has filled the drilling hole (NB this may include a segment which has broken off).
3. The Core Drill does not have sufficient side clearance for the segments to operate effectively.
Corrective Measures
1. Replace Core Drill with one suitable for the toughest material likely to be encountered.
2. Ensure adequate irrigation of the drill hole and flush out completely before recommencing drilling
3. Check side clearance (this should be adequate, but not excessive). If necessary, replace Core Drill.
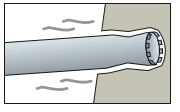
C. Excessive Segment Wear
Possible Causes
1. Rotational speed too low.
2. Material to be cut is too abrasive for the diamond specification or has unexpected abrasive patches.
3. Motor power is too high.
4. Instability of the machine or excessive play in the spindle or carriage guides.
5. Cooling system is not working adequately.
Corrective Measures
1. Increase speed.
2. Replace Core Drill with one suitable for the abrasive material likely to be encountered.
3. Fit a motor of the correct specification.
4. Ensure machine is firmly anchored and stable. Ensure a snug fit between spindle and drill. Tighten carriage guides.
5. Overhaul cooling system and adjust flow to correct levels.
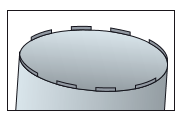
D. Segments Break Off
Possible Causes
1. Excessive heat due to insufficient cooling.
2. Segments have become damaged by unremoved debris.
3. Segments have insufficient lateral operating space.
4. Excessive speed at start-up.
5. Core Drill has been dropped or damaged in transit.
Corrective Measures
1. Ensure that the water flow provides the correct level of cooling for the operating speed. Repair or replace segments.
2. Flush the drill hole clear of debris and increase water flow to ensure that problem does not recur. Remember that broken segments may form part of the debris and ensure that these are accounted for and removed, as otherwise these may cause substantial damage. Repair or replace segments.
3. Check side clearance (this should be adequate, but not excessive). If necessary, replace Core Drill.
4. Reduce and graduate start-up speed.
5. Inspect closely before use and after any transportation. Damage may be in the form of hairline cracks and segments which have been torn off, so close inspection is necessary. Repair or replace segments.
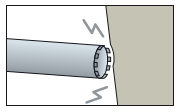
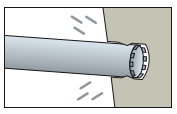
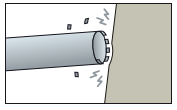
E. Excessive Tube Wear
Possible Causes
1. Machine is unstable or operating at the wrong angle.
2. Too much play in the spindle or carriage guides.
3. The Core Drill has become damaged and is operating out of true.
4. The Core Drill is not properly fitted.
5. Debris is obstructing the tool.
Corrective Measures
1. Ensure machine is firmly anchored and stable.
2. Ensure a snug fit between spindle and Core Drill. Check rollers and bearings. Tighten carriage guides.
3. Repair any warped or damaged parts. Ensure that Core Drill is running true before continuing.
4. Check that the Core Drill is correctly aligned and centred on the spindle.
5. Flush the debris from within the drill hole and ensure correct water flow is maintained subsequently.
F. Machine and Motor Problems
Possible Causes
1. Motor is under powered.
2. Machine is unstable or positioned at an angle.
3. Cooling system problems.
4. Drill Motor is not properly fitted to the machine, causing excessive vibration.
5. Carriage guides and spindle fitting are too loose.
Corrective Measures
1. Replace with a motor of the correct power.
2. Ensure machine is firmly anchored and stable.
3. Overhaul the cooling system, ensuring correct and even flow for the work being undertaken.
4. Check all the moving parts on the machine, especially spindle, bearings, rollers and carriage guides. Ensure that parts are centred and operating freely but without excessive play.
5. As 4) above.
Previous:The introduction of diamond segment welding machine Next:Niyə almaz almaz alətləri almazsınız? | Almaz, bıçaqlar gördüm | almaz seqmentləri?
Thank you for your interest in the above content, please leave us inquiry, you can expect a response within 24 hours.
Required fields are marked *
|
|
|
|