1. Frame saw segments and Gangsaw segments for cutting marble Introduction
Frame sawing with diamond blades is a kind of widely used machining technique in stone industry. The gangsaw diamond segments are welded on the blades. The marble block can be split into slabs by the reciprocating movement and vertical down feed of frame saw blades. The frame sawing machine is capable of fitting more than 25 blades of length 3000–4000 mm with 29–39 segments. A standard gangsaw blade thickness is 3.0–3.5 mm with a height of 180 mm. The sawing process of marble is unstable because the marble is inhomogeneous and the diamond segments are welded on the thin and long blades, which move along a complicated path. In order to optimize the processing parameters and make good quality product with high productivity and low cost, both stone machining factory and diamond blades manufacturer need to understand the frame sawing better.
The cutting process of the diamond segments in frame sawing is just like the cutting of many diamond grits. Cutting test using single diamond grit has been used in many studies ([1–3] etc.). A model of the stone sawing by means of a circular diamond blade was proposed by Bienert in [2], which has been proved and developed by some researchers ([3] etc.). This model showed that an elastic deformation zone formed under the diamond grit.It also pointed out that the release of the plastic deformation caused the second chips behind the grit and the
main fine granular and power chips appeared in the front of the grit as the microcracks develop. The properties of stone and the cutting parameters influenced the cutting process ([1–3] etc.). Lons measured sawing forces and diamond wear of¨single segment under some sawing conditions. In his work, the relations between diamond wear and force were not very clear. As the microchipping diamond grits in the sawing process increased, the cutting forces decreased. The wear profile of the segment was relevant to the feed rate and diamond concentration of the segments. The temperature of the diamond segment was very low in the sawing process [1,4]. Schulze measured the three-component cutting forces of a single segment, which indicated that the side cutting force could be ignored in general [5]. Gerlach provided an experimental formula for cutting force versus feed rate. The properties of stone and feed rate affected the cutting forces [6].

Meding carried out an experimental study on a model frame sawing machine. It was found that the cutting forces and the gangsaw segment wear were affected by the feed rate and the sawing times. The change of the cutting forces depended on the wear patterns of the segments. As the number of diamond grits with flat wear pattern and tough wear pattern increased, the cutting forces also increased. If the sharpening and chipping of diamond grits are the main wear patterns, the cutting forces became smaller. This was not always so obvious in investigations [3].
The tension of frame sawing blades plays an important role in sawing. It determines the life of the saw blade, the quality of the slabs and the consumption of energy. Wiemann measured the tensile stress of the frame sawing blades. The results revealed that the tensile stress went up from the blade’s top to its bottom, which were not the same at various measuring positions (front, middle, end) or on different blades and saw machines. In the sawing process, the frequency change of saw blade tension and the effect of feed rate on the tensile stress varied with different blades [7–9]. Lons deduced¨the formula, which showed that the length, width, height, per-tension values and eccentricity of blade affected the deflection, moment and stress on the blade.
Load distribution on the blade also played an important role in the deflection of the blade in the sawing process. [1,10]. Jansen found that the friction among the tension elements reduced the tension acting on the saw blade. Pre-deflections of blade took on the function of pre-tension, eccentricity, friction coefficient of the elements, and the geometric parameters of the blade
[11]. Using an experimental sawing machine with feed rate in the range of 15–60 cm/h, Gerlach measured and calculated the deflection and tension of the blades. The deflection of the blade was affected by the geometric parameters, eccentricity, and pre-tension of the blade. In practice, the friction among the tension elements decreased the effective tension of the blade. In a sawing process, the effective tension of the blade was a function of vertical forces in the feed direction and changed at different test points with the properties of the stone. The inner stress distribution of the blade could be rapidly obtained by the optical measurement of tension using resin models [12–14].
Clausen investigated the method of tool assessment work for frame sawing in the laboratory. A model gang sawing machine was designed, which was equipped with a frame saw blade with one to three segments. The contact conditions, the cutting forces and the segment patterns were analyzed both on the practical frame sawing machine and on the model machine. In terms of cutting forces or wear behaviors, the model sawing machine with a single-segment blade could not sufficiently simulate the frame sawing process because of change of the contact conditions between diamond blade and marble throughout the stroke. The machining behaviors were different between a three-segment blade and the single segment blade. The diamond wear patterns of the cutting test with a three-segment blade were similar to those of frame sawing [15–17].
Although researchers studied the frame sawing process, many problems have still not been resolved satisfactorily. By the single point tool cutting test and the diamond segment cutting test with different parameters, we observed the stone surface and analyzed the contact condition between stone and diamond grit. In addition, the sawing mechanism and sawing forces of the marble are discussed in order to establish some models to simulate dynamic segment loading via computer in future work.
2. Kinematic analysis of frame sawing process
2.1. Kinematical formula of frame sawing movement
The moving distance of blade lc, cutting speed (cutting forward or backward) Vc and acceleration of blades can be described with the following formulas in frame sawing, as shown in Fig.1.
where lh is the stroke length, nk the round per minute (rpm) of crank and ts (s) the cutting time.
2.2. Cutting path per diamond grit
The gangsaw blade moves forward by the movement of the craft to achieve the cutting motion while going down to achieve the feed motion. The paths of the contact points between the stone and diamond segments (or diamond grits), shown in Fig. 2, can be expressed by Eqs. (4) and (5).
In the direction of the X axis and Y axis:
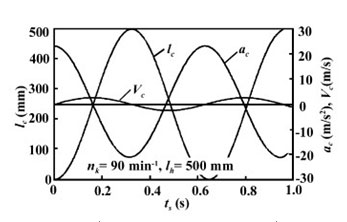
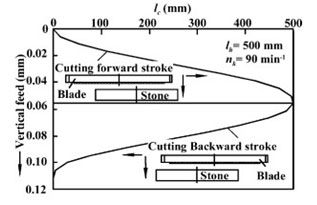
Fig. 1. Kinematical parameters in frame sawing. Fig. 2.Moving path of blade in a cutting stroke.
where Vf (mm/min) is the feed rate that the blade moves down. From Eqs. (1)–(5) and Fig. 3, some basic features of the diamond grit in frame sawing can be summarized.
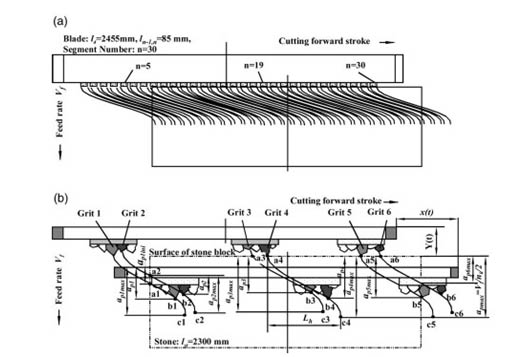
1. At the beginning of forward cutting and backward cutting in a stroke cutting, the diamond grits that are in contact with the stone block are loaded by the impacting forces, where the depth of cut goes up about 2–6 in 33 ms.
2. The number of effective cutting diamond grits and their effective depth of cut will depend on the segment position and protrusive height of the diamond grits on it.
3. The depth of cut of the diamond grits increases with the increase in Vf and the decrease in nk and lh. The maximum depth of cut per grit apmax depends on both positions at the starting point and endpoint as they contact the stone in the half stroke cutting.
For example, as the frame saw blade cuts forward t second, Grit 1 on segment No. 5 in Fig. 3 moves from the outside of the block to point b1 after it contacts the block at point a1 with initial ap1ini. At time ts , the grit No. 1 will cut with ap1 at point b1 till the maximum depth of cut ap1max. is reached at point c1 where the forward stroke ends after a short impact loading. The cutting path of Grit 2 is similar to that of Grit 1. The cutting paths of Grit 1 and Grit 2 show that the diamond grits on segment No. 5 cut into the stone with an initial depth of cut. In Fig. 3, Grit 4 on segment No. 19 contacts the stone block surface at the starting point a4, which has also been marked as the starting point of the cutting process. Grit 4 is loaded heavily twice at the starting point a4 and the endpoint c4 of the forward stroke because it moves in the stone block. Most of the diamond segments and diamond grits contact stone in the same way as Grit 3 and Grit
4. They are pressed into the stone (feeding vertically) and forced to cut forward (moving horizontally) at the same time. For Grit 5 and Grit 6, the initial contact is similar to that
of Grit 3 and Grit 4, but they stop cutting after the diamond grits are located outside the block.
3. Experiments
For more details and information, please email us, thank you.Previous:What is sandwich diamond segments? why do we use sandwich segments? Next:Frame Saw for Cutting Granite & Frame Saw Segments
Thank you for your interest in the above content, please leave us inquiry, you can expect a response within 24 hours.
Required fields are marked *
|
|
|
|